数控机床刚性联轴器供应商:确保高速加工中的精确扭矩
每个数控主轴的精度都取决于它与驱动源的连接方式——联轴器。
即使电机和进给丝杠之间只有很小的间隙或错位,也会导致微米级的加工误差。
作为数控机床刚性联轴器的专业供应商,鼎健设计和制造扭矩连接器,以在高速加工中心保持稳定性、精度和振动控制。
刚性联轴器在数控传动系统中的作用
在数控系统中,刚性联轴器用作伺服电机和滚珠丝杠或主轴之间的零挠度接口。
它们的目的不是为了吸收运动,而是为了保持运动——确保电机旋转的每一度都能精确地传递到切削刀具。
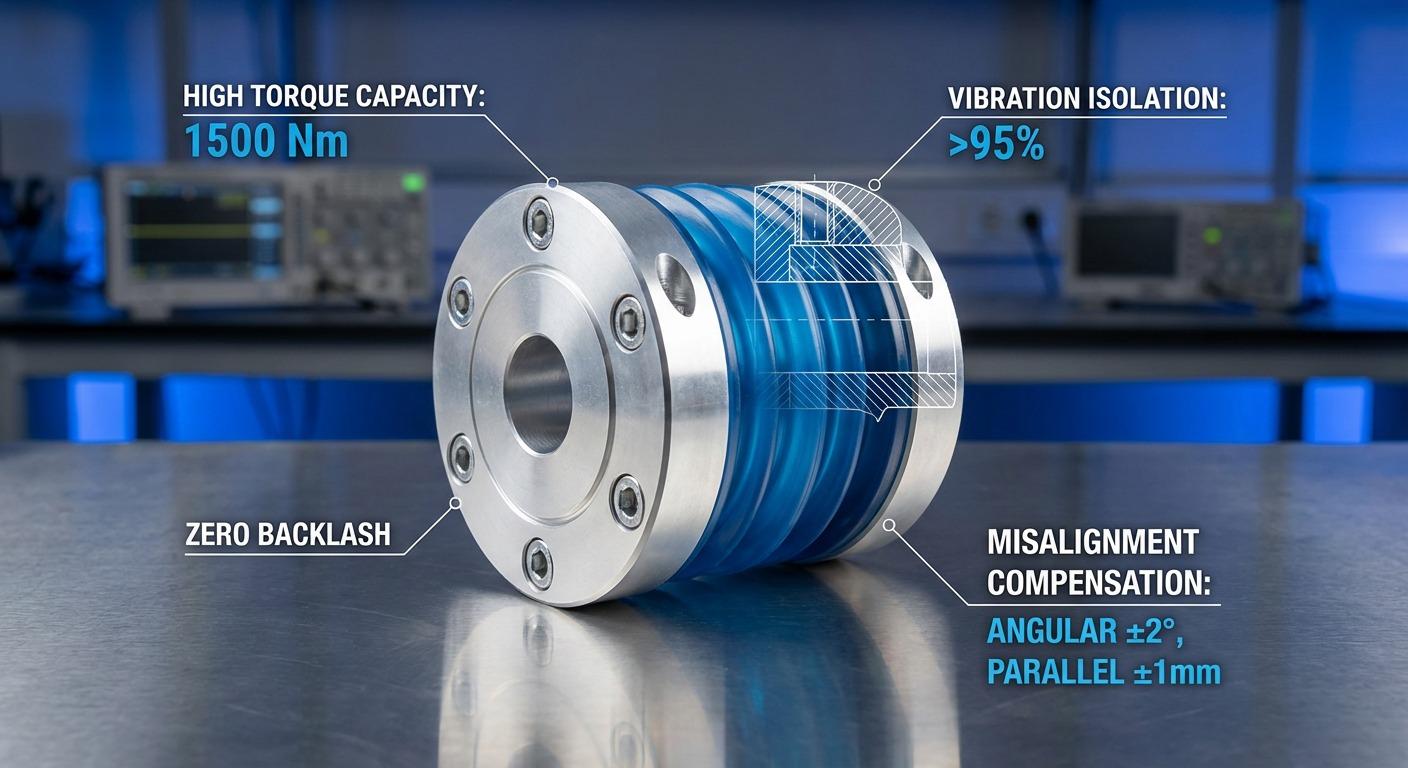
刚性联轴器在数控驱动中的主要优势:
零扭转变形:对于高分辨率伺服反馈至关重要。
运动路径稳定:在负载反转过程中保持位置精度。
无反冲或滑移:非常适合多轴同时操作。
结构紧凑:适用于空间有限的数控电机外壳。
因此,刚性联轴器在精密加工中起到了可重复定位和表面光洁度一致的无声保证作用。
专为稳定性而生:鼎建联轴器设计内幕
数控加工环境不仅要求扭矩传递,还要求结构均匀性和振动控制。
鼎建刚性联轴器采用优化的轮毂几何形状和平衡的夹具分布设计,以消除高速运动过程中的不平衡。
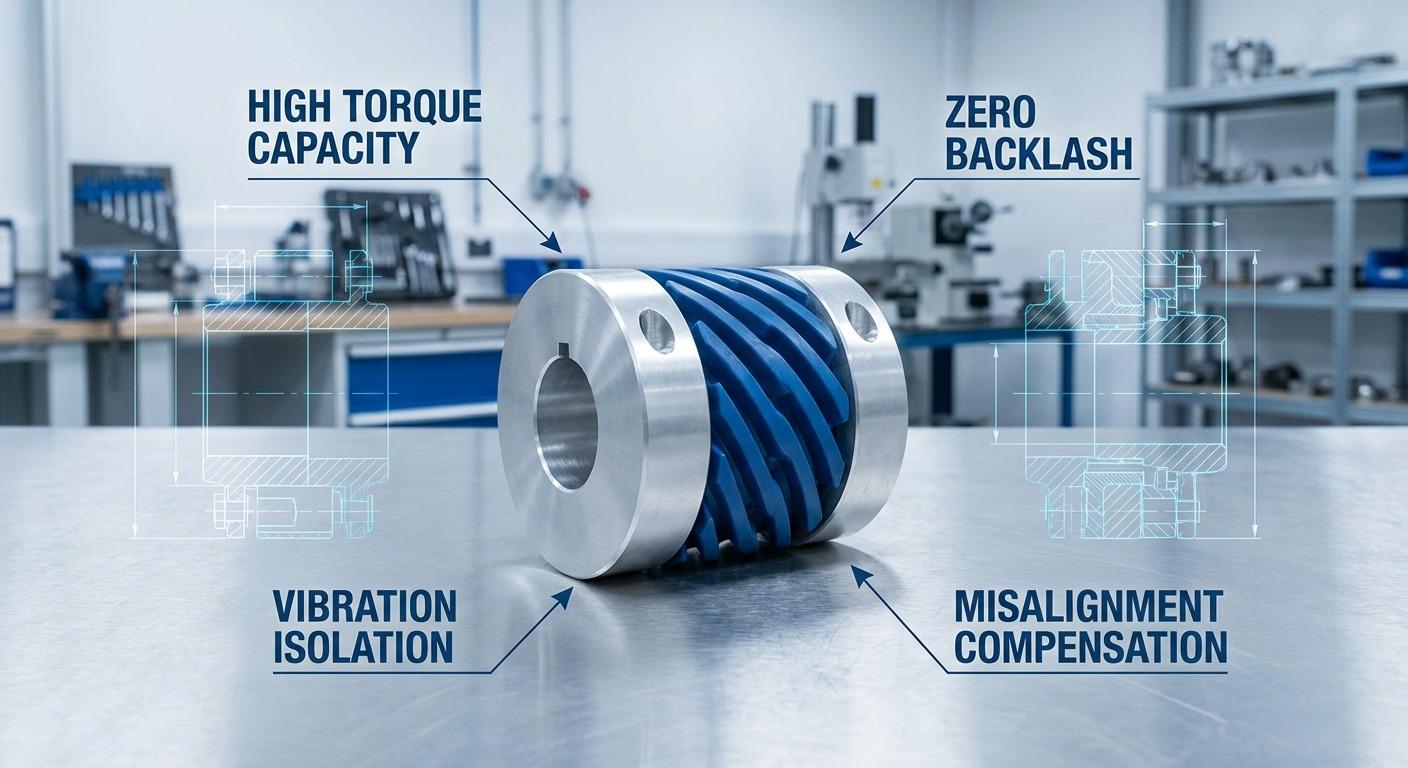
技术设计特点包括:
H7/h6 孔径公差:电机轴与螺杆轴之间的精确配合。
动态平衡等级 ISO G2.5:支持高达 10,000 RPM 的转速。
材料灵活性:轻型主轴采用铝材,重型切削负载采用合金钢。
双夹具结构:确保对称的压力和轴的对准。
表面硬度: HRC 30–36,具有长期耐磨性。
这些特性有助于数控系统在动态扭矩下保持主轴同心度和切削一致性。
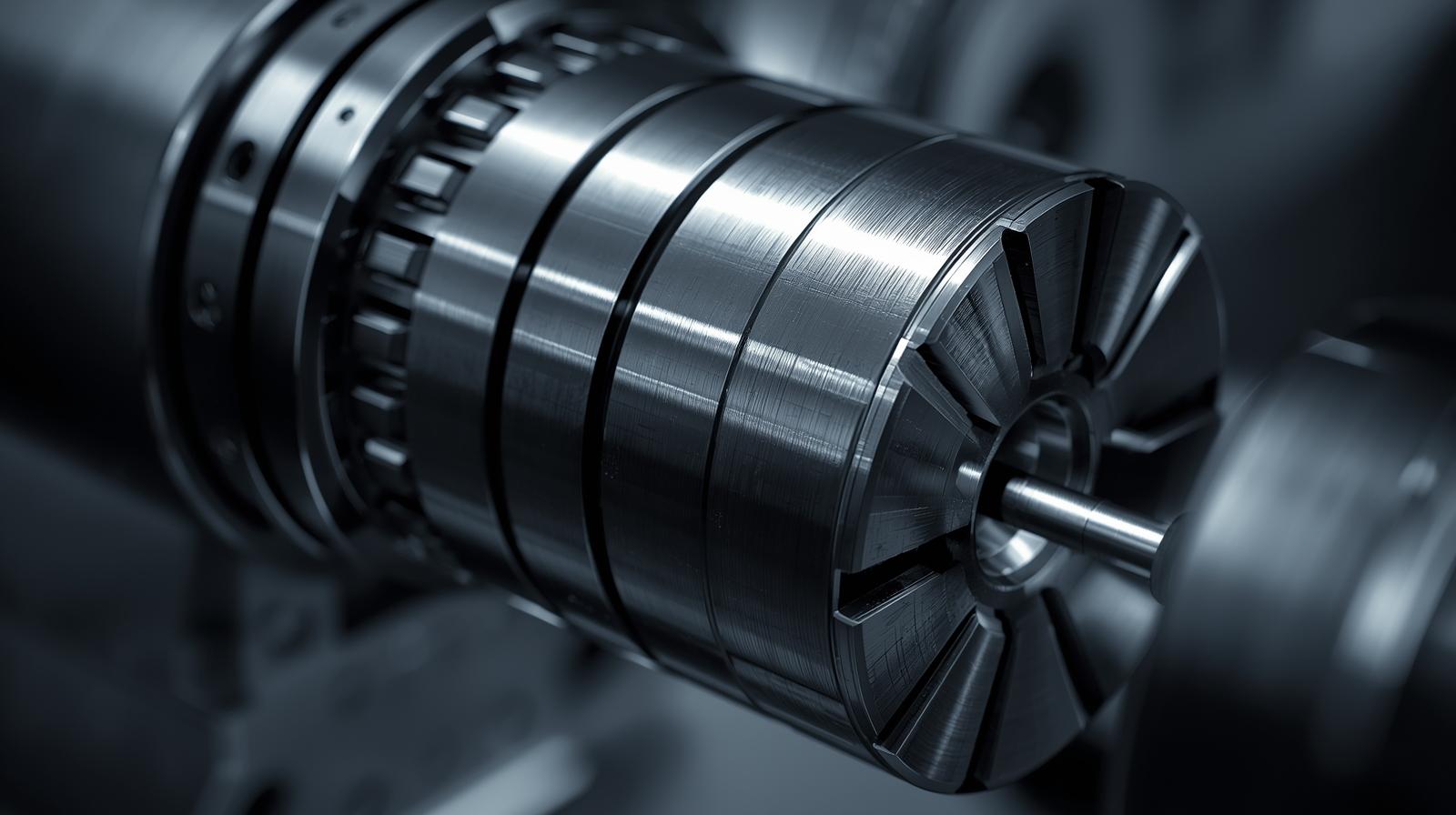
通过制造精度实现可控精度
为防止累积公差误差,每个鼎建联轴器均采用单次装夹加工流程生产。
锻造材料准备:采用合金钢或 7075-T6 铝合金,以实现强度重量比的优化。
CNC车削和镗削:同心度≤0.01毫米,可与高速主轴兼容。
夹紧式槽铣削:均匀的力分布,确保扭矩保持稳定。
平衡与检验:每个联轴器在交付前均经过动态测试。
保护涂层:黑色氧化或阳极氧化处理增强了耐腐蚀性。
这种生产规范保证了可重复的质量,这对 OEM 数控机床供应商和自动化系统集成商至关重要。
CNC应用中的性能可靠性
| 数控型 | 耦合配置 | 核心功能 |
|---|---|---|
| 立式加工中心(VMC) | 钢制实心联轴器 | 高扭矩和刚性,适用于重型切割 |
| 卧式加工中心(HMC) | 法兰刚性连接 | 高惯性下的平衡扭矩传递 |
| 数控车床 | 紧凑型铝制联轴器 | 平稳加速和低惯性 |
| 五轴机床 | 平衡式双夹联轴器 | 多轴同步和零背隙 |
| 数控磨床 | 短轮毂刚性联轴器 | 微米级精度,低振动 |
鼎建通过使联轴器材料和几何形状与机器功能相匹配,确保每个产品都能提高主轴寿命和切削一致性。
如何为数控驱动器选择合适的刚性联轴器
| 运行条件 | 推荐类型 | 重点领域 |
|---|---|---|
| 高速低扭矩 | 铝制夹具联轴器 | 轻盈平衡的运动 |
| 重型切割作业 | 钢刚性联轴器 | 最大刚度,稳定的扭矩流 |
| 紧凑型主轴组件 | 短管径型号 | 节省空间且不降低强度 |
| 频繁更换工具 | 分体式中心配置 | 快速拆卸和重新校准 |
| 温度变化环境 | 涂层钢型 | 在温度变化下保持对准 |
实用技巧:
安装过程中务必确认轴的平行度和预紧力设置——即使是 0.02 毫米的偏差也会降低刀具精度并加速轴承磨损。
CNC系统用户常见问题
问题1:为什么数控机床中使用刚性联轴器而不是弹性联轴器?
因为精密数控应用要求零反冲;刚性联轴器可确保完美的扭矩同步。
Q2:高速应用的最佳材料选择是什么?
具有动态平衡(ISO G2.5)的铝制联轴器可最大限度地减少惯性和振动。
Q3:鼎建如何保证转速达到 10,000 RPM 时的扭矩稳定性?
每个单元都经过动态平衡和同心度测试,以消除旋转偏差。
Q4:鼎健能否为数控机床制造商提供OEM版本?
是的。缸径尺寸、轮毂几何形状和表面光洁度都可以根据OEM集成需求进行定制。
精准定义性能
在数控加工中,精度始于动力环节——将运动和控制结合在一起的耦合环节。
鼎健的数控机床刚性联轴器结合了尺寸精度、材料强度和振动平衡,可支持高速切削和可重复的性能。